- 关于我们
- 产品中心
-
Products · 产品中心单头液压弯管机 双头液压弯管机 数控全自动弯管机 全自动切管机系列 半自动切管机系列 管端成型机系列 锥度缩管机系列 自动倒角机系列 卧式冲弧机系列 卷弯机系列 铝型材圆锯机系列 各行业弯管机产品案例
-
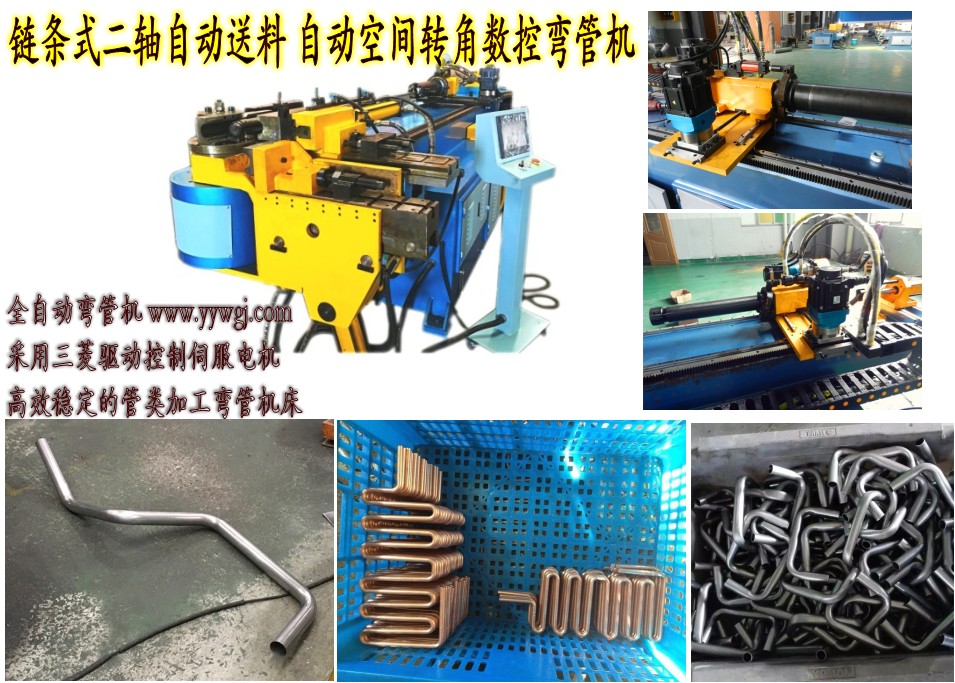
 DW38CNC双层模数控弯管机DW-38CNC4A/2S该设备属CNC双层模工控全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
DW38CNC双层模数控弯管机DW-38CNC4A/2S该设备属CNC双层模工控全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。 DW38CNC全自动弯管机DW-38CNC2A/1S该设备属CNC液压全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
DW38CNC全自动弯管机DW-38CNC2A/1S该设备属CNC液压全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
-

新闻中心
News

数控弯管机的工作原理
发布时间:2017.02.12 点击次数:1898次
数控弯管机的工作原理
数控弯管机系统中采用高效的数控系统或可编程控制器(PLC)、高精度的伺服驱动控制单元,为弯管机系统完成复杂的、高精度的动作提供了重要的技术保证,在国外的一些弯管机厂商经常采用FUNAC、SIEMENS等数控系统作为上位控制,三个轴或部分或全部采用进口伺服作为传动,设备的响应速度和定位精度较高,并且可操作性好、维护简便。
标准显示文字:中文/英文切换。(其他文字可再依需求更改),最大弯管程式记忆容量1000组,每组最多可编程16道弯曲。(可扩充),直接输入弯管加工参数,机器在自动运行时可单步执行、可暂停,以便弯曲特殊管件时可人工干预处理,也可恢复自动运行。同时具有暂停功能,具有自动、手动功能,一个循环之后运行下一个循环时用开关启动,需要急停时使用急停按钮。
作业程式及弯管程式记忆储存时间无限,不会因停电或长期不使用而造成程式流失。机器在进行自动加工同时,控制器仍可供输入或编辑程式。具XYZ座标值转YBC加工值转换功能,方便操作者使用。弯管程式可在各加工步骤设定各轴独自之动作0-9共十段速度,以针对不同工作物灵活运用,提高工作效率。另设有外部速度旋钮随时依需要降低或增高加工速度。自动时具有后拉送料及往复送料功能供切换以因应不同管件加工需求。配备加工量及加工时间计数功能。
采用绝对原点系统,每日晨或休息后重新开机,无须复杂手续寻找各轴原点即可马上进入工作待命状态。屏幕同步显示机台之各动作轴位置状况及弯曲角度变化。控制程式具有自动侦测错误及对策之文字化显示功能,机台故障或不合逻辑之讯息均直接显示在萤幕上,具说明修复方法,以防止人为操作错误损害机台及相对降低维修难度。上述自动侦测之异警讯息记录皆可自动储存作为日后维修参考。
自动或手动时具模式设定功能可依工作性质之不同,设定多种不同的工作模式如有无穿心、辅推等不同状态,提高生产效率。具多项延迟参数设定值可针对各动作轴做最适当之时间差设定以符合多种弯曲变化需求。具各按钮及电路输出/入板之自动检测功能,可轻易找出可能故障之位置。机器具备自动润滑系统,保护机器传动件,提高机器使用寿命。机器控制采用闭环控制。
在随着中国经济水平的飞速发展和不断提高,家用电器、工业设备、交通设施等需求急剧增加,许多金属管的形状要求也不断复杂化,目前,二维的弯管机由于无法满足日益复杂的工业需要而逐渐被三维全自动弯管机所取代。
而在我们国内的厂商在关注通用性能的同时,还关心两点:一是如何能满足自身加工生产的一些特殊需要,另一个就是成本如何能降低。
我公司技术人员通过对客户功能需求进行分析,确定采用人机界面(HMI)和PLC实现上位控制,用交流伺服电机作为传动,完全可以完成以下性能要求:手动、半自动、全自动等多种操作方式的弯管机,并可满足有芯棒和无芯棒、单角度和多角度、二维角和三维角选择等不同控制要求场合的特定需要,可存储上百种产品型号,每种型号可设定多个弯管角度参数和旋转角度参数,可满足多种复杂、多角度、不同空间的要求,并可对工作进度进行实时监控显示。
产品快速导航: DW-89CNC数控弯管机 DW-63CNC数控全自动弯管机
文章链接:http://www.yywgj.com


