- 关于我们
- 产品中心
-
Products · 产品中心单头液压弯管机 双头液压弯管机 数控全自动弯管机 全自动切管机系列 半自动切管机系列 管端成型机系列 锥度缩管机系列 自动倒角机系列 卧式冲弧机系列 卷弯机系列 铝型材圆锯机系列 各行业弯管机产品案例
-
 DW38CNC双层模数控弯管机DW-38CNC4A/2S该设备属CNC双层模工控全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
DW38CNC双层模数控弯管机DW-38CNC4A/2S该设备属CNC双层模工控全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。 DW38CNC全自动弯管机DW-38CNC2A/1S该设备属CNC液压全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
DW38CNC全自动弯管机DW-38CNC2A/1S该设备属CNC液压全自动弯管机,设有弯制立体空间管件的全功能装置,输入程序整个弯管过程自动完成。整机具有操作方便、性能稳定、工作效率高、安全系数高等特点,是管件加工行业的理想设备。
-

技术支持
Technical support

弯管机基础弯管知识教程
发布时间:2017.02.03 点击次数:3321次
基础弯管教程
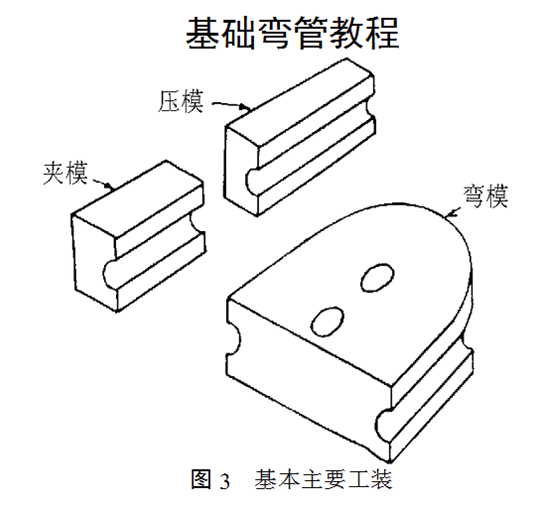
基本主要工装
主要基本工装——开了槽的弯模、夹模和压模组成弯管必须的主要工装(见图3)。弯模防止管件变形并帮助形成指定的弯曲半径。夹模在弯曲过程中固定管件位置。压模将管子送入弯模。
参考表1,决定无芯棒弯管的最小中心线半径。此表不考虑材料的不同,只考虑管子直径、管壁厚度和中心线弯曲半径。
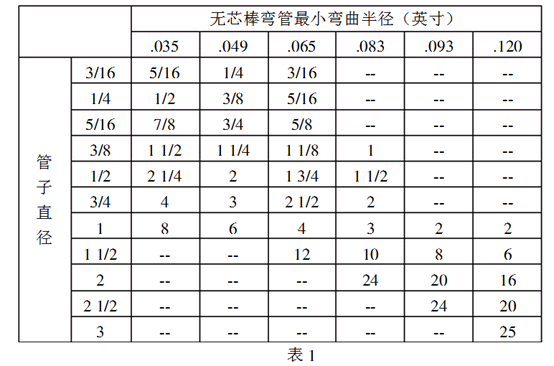
表1
回弹控制——不用芯棒时回弹很厉害。这在选择弯模时就要考虑。术语“回弹”是指加工成型后金属的回复原形趋向。根据弯曲半径的不同,回弹会使管子回复2到10度,也可能增加管子的弯曲半径。弯曲半径越小,回弹越小。回弹受压模位置和压力的影响(见图4)。这一方法使同一弯模产生不同的半径。
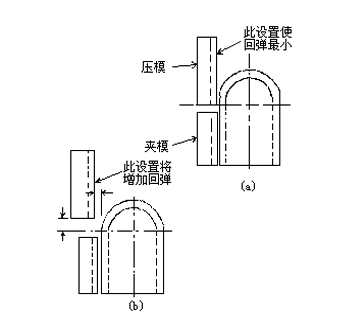
图4-回弹控制
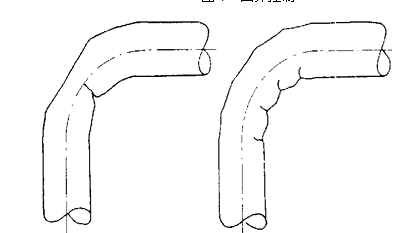
扭曲或有皱折的弯——管子可能发生扭曲或皱折,如图5。这可能是因为材料硬,不向弯曲内径收缩。不能收缩的管材,向管子中心线内凹。(如材料不是太硬)这种情况可按图4设置工装来改进。如是在表1的范围以内,管子有皱折可以使用插入式芯棒(图6)。
图5-扭曲或有皱折的弯
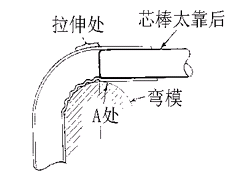
芯棒在(远离切点)靠后的位置将无法在弯的外侧充分拉伸材料;因此没有足够的材料从A拉伸到B,对材料形成张力。在A和B的力此时与图7相反,有将弯打开的趋势。所以芯棒的位置会引起极大的回弹,会减小弯曲的角度,也可能增加半径。当半径加大了,应把芯棒(向切点)推进。调整芯棒的设置没有现成的公式。显然,当回弹角度大于3度,芯棒过于靠后而管子的弯曲半径将大于弯模。
如管子一直断裂,可能表明材料太硬。硬质材料无法充分拉伸。用刚完全退火的材料可解决。芯棒设置太靠前或管子在压模中有小小的滑动,都会发生断裂。滑动问题以后讨论。
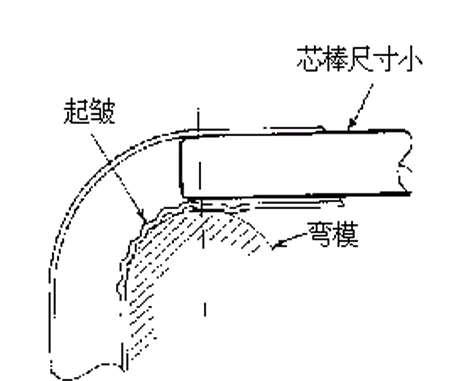
图8-芯棒尺寸偏小
芯棒太靠后——芯棒稍稍往前,前部不产生皱纹但开始在切点后部产生。芯棒位置仍不够靠前以在内侧产生必要的压力,收缩材料。弯曲可能开始光滑,但当弯过约20度时,材料后退在A处产生波纹(如图9)。在芯棒和弯模间该波纹不断产生并受压。但波纹不会完全消失。从弯模取下弯好的管子,在A处会有一个较大的皱折。有必要再推进芯棒,直到材料不会在芯棒和弯模间受挤压。图10说明芯棒不完全推进的后果。
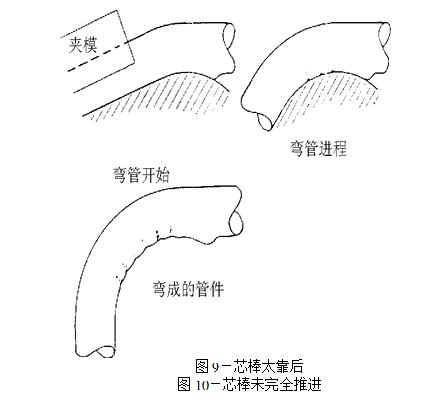
图9-芯棒太靠后
图10-芯棒未完全推进
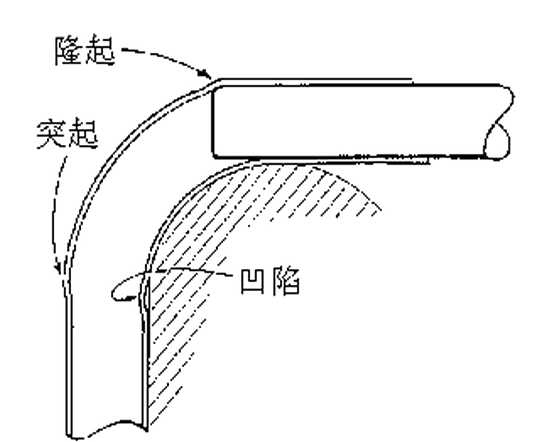
芯棒太靠前——芯棒太靠前有几个后果。在弯外侧切点末端处会有凸起,弯内侧切点开始处会有一个凹陷。这些变形在一根管子上例举。但由于芯棒形状和弯曲半径的不同,不总是同时出现。凸起显然是由芯棒引起的。凹陷因为芯棒将管子撬离弯模而形成。
插入式芯棒不贵,易于保养且拖动小。带球芯棒用于半径小、壁薄的管子,或者质量要求高的场合。使用插入式芯棒,夹模的长度应至少为管子直径的3倍。


